|

|
Recent Advances in the Ultrasonic Inspection Recording and Reporting – Instrumentation
Vlad Moshkovich, Alex Passi, Garri Passi, Roustam Safin
Part 2: Straight Beam Inspection and Imaging
|
|
||
|
||
|
Recent Advances in the Ultrasonic Inspection Recording and Reporting – Instrumentation Part 2: Straight Beam Inspection and Imaging |
Ultrasonic testing with straight beam probes is in wide practical use for many purposes, such as thickness and corrosion measurements, finding internal defects in the metallic and non-metallic objects, material characterization, etc. Sometime the inspection may be implemented through the point by point probe apply to the object under test followed by the reading and interpretation of the instrument indication, however in most cases the total insonification of the object under test is required: the operator must consistently scan the object observing the scanning plan and adequate coupling while on-the-spot interpretation of the continuously varying indications entire the scanning remains the decisive function to be observed if using the conventional A-Scan ultrasonic instrument. It's a common understanding that the recording facilities with off-line postrpocessing features must be used in order to provide the necessary level of the inspection reliability.
Generally C-Scan represents the distribution of some informative parameter over the top surface of the area of interest in the form of the projection map. It's obvious that the B-Scan record representing the sectional views of the object under test may be provided simultaneously with C-Scan [1,2].
For the straight beam inspection the top surface of the area of interest matches with the scanning area while the informative parameter is defined by the inspection task and so on by the way of the signals evaluation.
1.1. Thickness Map
Thickness Map is the simplest C-Scan utilization. The example of the thickness data capturing is presented below [3]:
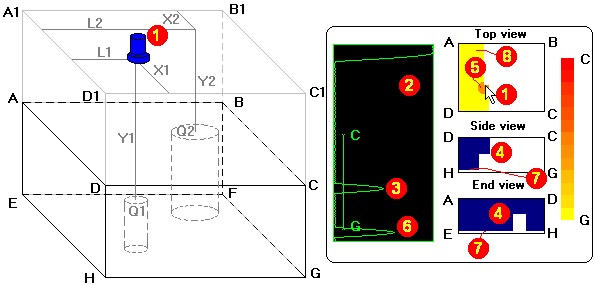
  | A1B1C1D1 is the rectangle on the flat object to be scanned to get the representation of the thickness distribution. In accordance with the typical practice for the straight beam inspection the gate matching with all signals expected to be received must be provided. Assuming that the minimal thickness of the object under the scanning area Thmin is represented as A1A: Thmin = A1A and the maximal thickness Thmax is represented as AE: Thmax = AE it's easy to conclude that the volume under test (Region of Interest) is located between two parallel rectangles namely ABCD and EFGH, while the gate must be arranged to match with the echoes returned as from both said rectangles as from any reflector in-between. To simplify the explanation it is supposed that there are two drills in the object under test made from it's bottom surface, said drills have different diameters, coordinates and depths of penetration into the Region of Interest and ended by the flat bottoms each, so that: Thmin < Y1 < Thmax and Thmin < Y2 < Thmax |
Based on the above assumptions the dynamic illustration (movie) reflecting the consistent scanning and three-dimensional thickness data capturing and presentation is available here 
It must be noted that according to the decision rule the first signal matching with the gate is to be taken into account for the thickness determining while all other signals are ignored. Hence even the seizeable backwall echo received from the surface EFGH is ignored if receiving a signal coming earlier
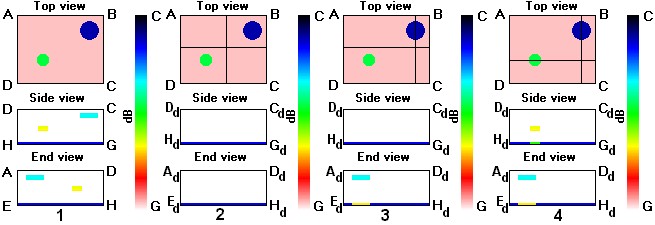
1 – Current probe position above the reflector Q1 and corresponding A-Scan 2; 3 – echo from the reflector Q1 and representation of the corresponding thickness Y1 in the sectional Side and End views 4 (B- and D- Scan) and in the Top view 5 (C-Scan); 6 – back-wall echo and representation of the object's thickness in the sectional views 7 and Top view 8 |
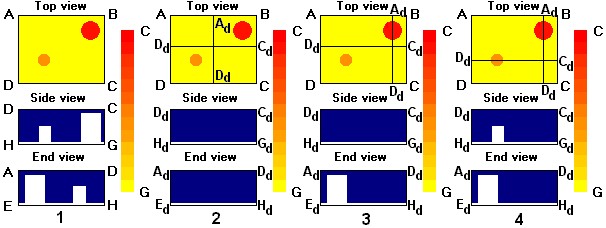
There are two ways of representing the sectional views of the object under test:
The today's imaging devices allow both Integrative and Differential sectional viewing entire the scanning and off-line [3]
1 – Integrative sectional viewing; 2 – 4 – Differential sectional viewing: the thickness profile is shown for the sections designated as DdCdGdHd and AdDdEdHd |
1.2. Volumetric Multi-Echo Mapping
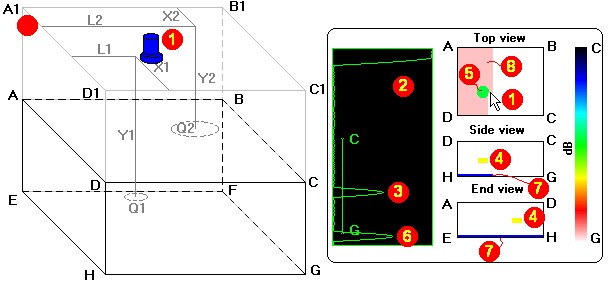
If inspecting the base material there is a need to record all signals received entire the scanning (Multi-Echo processing) [3]. For each signal the appropriate imaging must be provided showing both reflector's location and echo amplitude. Based on the same assumptions as above for the thickness mapping and profile representation the dynamic illustration (movie) reflecting the consistent scanning and three-dimensional multi-echo data capturing and presentation is available here
1 – Current probe position above the reflector Q1 and corresponding A-Scan 2; 3 – echo from the reflector Q1 and representation of the reflector Q1 in the sectional Side and End views 4 (B- and D- Scan) and in the Top view 5 (C-Scan); 6 – back-wall echo and representation of the object's back surface in the sectional views 7 and Top view 8 |
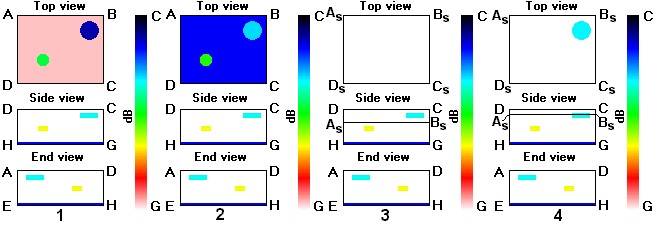
There are two palettes are available for the representing of the Top View (C-Scan): Amplitude Palette and Depth Palette and there are two ways of representing the C-Scan – Integrative and Differential
1 – Integrative C-Scan viewing – Depth Palette (the lowest depth overwrites higher depth values); 2 – Integrative viewing C-Scan viewing – Amplitude Palette (the highest amplitude overwrites lower amplitude values, for the flat objects the back echo often dominates having the higher echo then the echoes received from the compact or semi-transparent defects); 3,4 – Differential C-Scan viewing – Amplitude Palette: representation of the reflectors matching with the designated slice AsBsCsDs |
For the sectional viewing the Integrative and Differential ways are available:
1 – Integrative sectional viewing – Amplitude Palette (the highest amplitude overwrites lower amplitude values); 2 – 4 – Differential sectional viewing – Amplitude Palette: representation of the reflectors matching with the sections designated as DdCdGdHd and AdDdEdHd |
The today's imaging devices allow both Integrative and Differential sectional viewing and C-Scan presentation either at Amplitude or Depth palette entire the scanning and off-line [3]
1.3. Other Imaging Protocols
There are cases when the amplitude and time of flight of the single signals do not reflect the quality of the object under test however if processing the whole A-Scan as a time-domain function F(t) captured at the each point of the probe trace then it is possible to find the mathematical solution that will allow the object characterization. For such case so called F-Scans may be created representing the distribution of the mathematically resolved value(s) over the top surface of the area of interest. F-Scans are utilized as C-Scan-like records and in most cases there is no need in the simultaneous B-Scan-like recording. The F-Scan is the proprietary image that may be explained based on the specific application example only (see below F-Scan example)
The C-Scan imaging accompanied with the sectional viewing may be implemented as true-to-location procedure only. Such procedure requires the use of the probe location means and processing of the received signals simultaneously with the probes coordinates. For the manual probe manipulation it's reasonable to implement the non-mechanical determining of the probe coordinates on the object under test – this does not affect the convenient probe manipulations. The airborne ultrasound may be used for such purpose:
 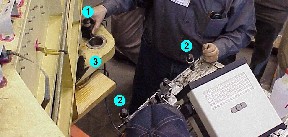 | Principles of the Probe Location using the Airborne Ultrasound Location Signals of the emitter 1 of airborne ultrasound fitted onto the top of the probe are captured by the receivers 2, which may be placed either on the object under test 3 or close to the object under test 3 nearby scanning area. The described way of probe location is suitable for the flat surfaces and for the spherical and cylindrical surfaces with curvature radius above 25-35 mm. The curved objects are regularly scanned in few sequent shotsSometimes the use of the additional third airborne ultrasound receiver is necessary for:
|
 |
The today's equipment using the airborne ultrasound location provides the resolution of 0.25 mm for the one-shot scanning areas up to 20 x 20 cm and 1 mm for the larger scanning areas (up to 2 x 3 m), immunity to the wind and ambient noise and the compensation of the airborne ultrasound velocity deviations caused by the varying of temperature, humidity and other factors [3 - 5]
The dynamical illustration (movie) reflecting manual scanning, airborne ultrasound location and three-dimensional thickness data capturing and presentation is available here .
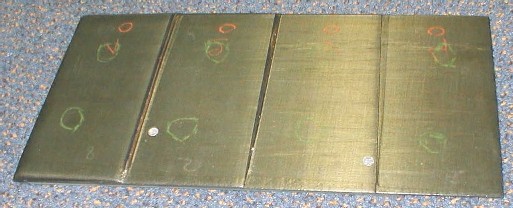
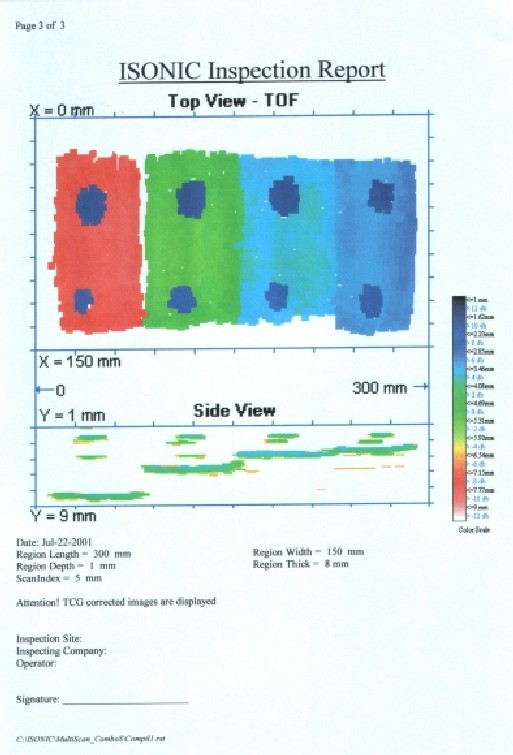
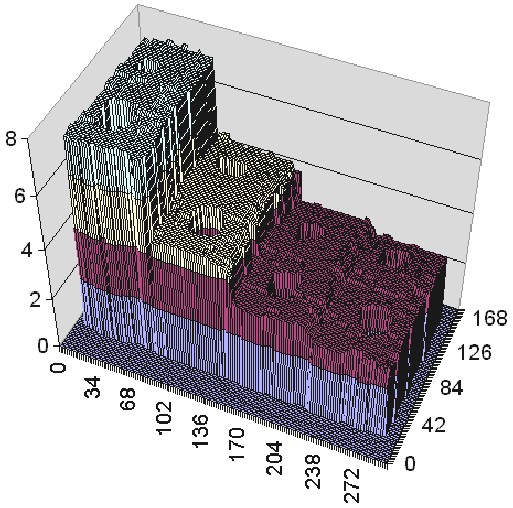
The example below represents the results of scanning of the stepped composite test block with the implanted delaminations. The C- and B-Scan are accompanied with the three-dimensional image of the test block that is obtained off-line after the transforming the captured data matrix into the Excel-spreadsheet
|
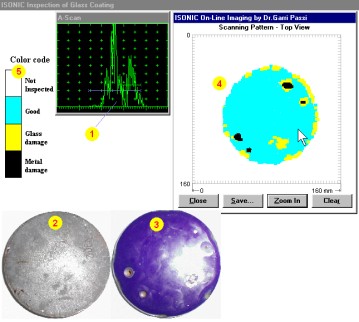
The inspection of the glass lining is the typical example illustrating the F-Scan data presentation based on the frequency domain analysis of the echoes received from the lined surface [6]
| Mapping of the metal glass lining – scanning above the metal side: 1 – current A-Scan; 2 – scanning surface; 3 – mirrored photo of the glass lining side with the natural and artificial flaws; 4 – glass lining map - S(ω)-scan - obtained through the frequency domain signal processing; 5 – color scale (palette) representing the glass lining grades |